AD変換の基礎 / 第2回 オーバーサンプリングによるアンチエイリアシング
エイリアシングの影響を最小限に抑えるための手法として、アナログ信号の段階でローパスフィルターをかける方法があります(※「アンチエイリアシングフィルター」の項目を参照してください)。アナログフィルターは、抵抗やコンデンサーといった電気部品で構成されています。ナイキスト周波数より高い周波数成分を十分に減衰させるためには、カットオフ周波数より高い周波数領域で急勾配のスロープを持つ高次フィルターが必要になります。このようなフィルターを実現する為には、非常に厳しい仕様を満たす電気部品が必要であり、大変高価になります。
その上、抵抗素子の抵抗値などは温度依存性を持ちます。そのため、電気部品の仕様が厳しくなると、フィルターの特性もわずかな温度変化に影響を受けるようになります。過去の測定器では、それらのコンポーネントが正常に動作する温度になるまで、ユーザーは待機する必要がありました。
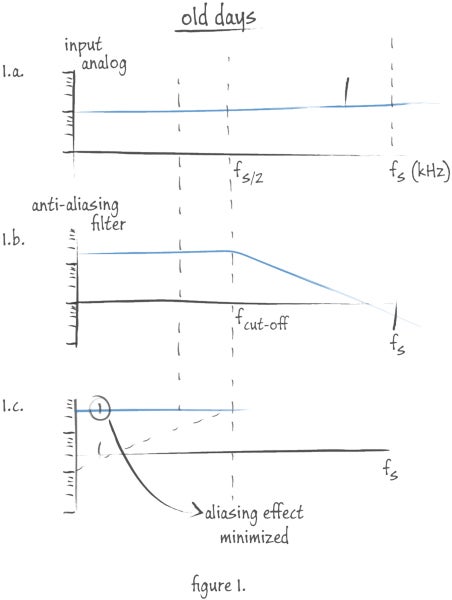
上の図は昔のアナログフィルターの特性を示しています。フィルターのスロープはおおよそサンプリング周波数の半分あたりから始まっています。サンプリングレートに近い周波数成分によって発生するエイリアシング効果は低減することができますが、測定可能な周波数領域(ナイキスト周波数以下)全体で影響を低減する事はできていません。
最近では、このような問題を回避するために、いわゆる‘マルチサンプリングレート’手法が用いられています。通常、サンプリングレートは測定対象とする周波数の2倍よりもわずかに大きな周波数(kHzオーダー)に設定します。一方、マルチサンプリングレート手法では、アナログ信号をより高いレート(MHz~GHzオーダー)でサンプリングします。
その結果、サンプリングレート周辺の非常に高い周波数成分のみが、測定対象周波数に折り返して混入します。そのため、よりスロープが緩やかな低次フィルターでも十分にエイリアシングの影響を低減することができるようになり、内部の電気部品にもそれほど厳しい仕様が要求されなくなります。
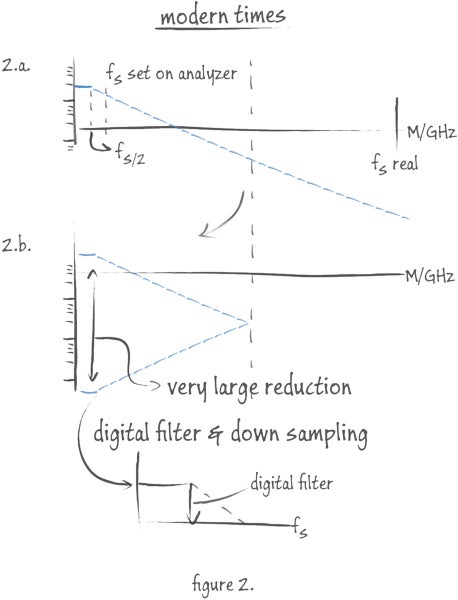
この仕組みをFigure2に示します。勾配が緩やかなフィルターでも、測定対象とする周波数に生じるエイリアシングの影響を十分に低減できることが分かります。
しかしながら、この方法では、測定対象とする周波数に対して、かなり高いサンプルレートの信号が残ってしまいます。そのため、当然、この信号をkHzオーダーまでダウンサンプリングする必要があります。
ダウンサンプリングは次の2ステップで構成されます。
1.ローパスフィルタリング
2.サンプルデシメーション
ステップ2は、単純にサンプルの大部分を間引きする(デシメーションする)操作です。しかしながら、単にサンプルを間引きするだけでは、MHz/GHzのオーダーに残っている周波数成分によって、新たにエイリアスが発生してしまいます。そのため、ダウンサンプリングは、ステップ2の操作だけでは実現されません。
デシメーションの前に、不要な高周波数成分をフィルターでカットすることが大切です。つまりは、信号にもう一度ローパスフィルターを適用することが必要です。したがって、マルチサンプリングレート手法を用いたサンプリングの際には、まず、アンチエイリアシングのためにアナログ信号にローパスフィルターをかける必要があり、その後、デジタル化された信号をダウンサンプリングする際にも、同様にエイリアシング対策として、ローパスフィルターをかける必要があります。
ダウンサンプリングに関してこのような処理が必要になる理由は、時間軸上の全てのサンプルが、実際には、全ての周波数成分を足した物であるということを考えると理解する事ができます。単純なデシメーションを行っても(単にサンプルを間引きしても)、データに全ての周波数成分が含まれている事に変わりはなく、高周波数成分の寄与が各サンプルから失われることはありません。そのため、デシメーションのみ行われた信号では、エイリアシング効果が生じます。エイリアシングによる高周波数成分の影響を低減するためには、デシメーションの前に、もう一度(デジタル)ローパスフィルターが必要になります。
MHz/GHzオーダーの信号がすでにデジタル化されているため、ここで必要になるローパスフィルターはデジタルフィルターです。デジタルフィルターの精度は、現在ではプロセッサー内の浮動小数点の精度にのみ依存し、温度依存性を持ちません。また、デジタルフィルターは、過去のアナログフィルターと比較してより安価に作製することができます。
こちらもあわせてお読みください。
- 第6回 シグマデルタ型ADコンバーター Part2
- 第5回 デルタシグマAD変換器
- 第4回 測定レンジ
- 第3回 量子化
- 第2回 オーバーサンプリングによるアンチエイリアシング
- 第1回 アンチエイリアシングフィルター