スピーカ計測・評価技術 / 第6回
スピーカ特性シミュレーションとモデルベース聴感試験
いいスピーカとは何か、測定によって数値化して、その数値が高いほどいいスピーカである、という風に定量化ができればスピーカの開発は苦労しないと思います。ご存知の通り、今のところそのような測定器はありません。そのため、実際に聴感試験を行い、製品を評価します。
実際に聴感試験を行うためには、試作品を作らなくてはなりませんが、それにはコストがかかります。試作の数を減らすためにシミュレーションにてその性能を予測することは、広く行われておりますが、Klippelも例外ではありません。一般的なFEMソフトウェアのように、一から形状を作り上げ、シミュレーションを行うわけではなく、前記のTSパラメータや大信号パラメータを用いて、シミュレーションを行います。ゆえにシンプルで素早く、その性能を予測でき、かつ、実際の音楽を用いて聴感試験を行えます。その手法について、解説していきます。
信号にひずみが付加される流れ
スピーカに信号が印加され、音に変換される間に、スピーカの物理特性によってひずみが付加されます。これにより、元の信号とは異なる音が私たちの耳にと届くことになります。(ひずみのメカニズムについては第4回の記事をご覧ください。)
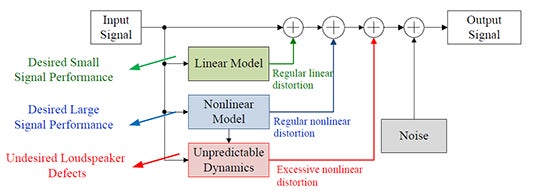
図1. 信号にひずみが付加される流れ
上図のように、スピーカの状態に応じて、スピーカが小振幅時に加わるひずみ:線形ひずみ(図中緑色)、スピーカが大振幅時に加わるひずみ:非線形ひずみ(図中青色)、欠陥などにより発生する異音:非定常ひずみ(図中赤色)、それぞれが付加されます。線形ひずみは、振幅の増幅時つまりアンプや位相が原因で発生します。非定常ひずみは、様々な原因がありますが、主に生産時の不具合によって発生します。しかし、非線形ひずみは、主にユニットの設計に起因して発生します。さらに、低次(2次~10次以下)のひずみに大きな影響を与えることから、聴感上問題になることが多いため、低減させることが製品価値の向上に重要となります。では、限られたコスト、重さ、大きさの中で、非線形ひずみを低減させるためにはどういった設計改良が必要か、また、どれくらい減らせばよいのでしょうか。実際に試作品を作って評価していては、時間も費用も掛かってしまいます。
幸い、スピーカユニットの非線形モデルは確立されており、非線形ひずみの推定は可能となっています。本記事では、以下の2つの技術を紹介します。
(1) ユニットの特性パラメータのうち、どれをどのように改良すれば、ひずみはどの程度減るのかシミュレーションする。
(2) ユニットの非線形モデルに音楽などの任意音源を印加した時に発生するひずみ成分のみを増減させ、実際に聞くことで音質の評価を行う。
上記二つの技術を駆使することで、最小限の試作品で効率よく開発が行えます。
(1)非線形モデルを用いたシミュレーション
第3回の記事で紹介した非線形パラメータの測定によって、ユニットの非線形モデルが生成されます。このモデルに、様々な電圧、周波数のサイン波を加え、その応答をシミュレーションできます。
例えば、以下のようなインダクタンスLe(x)を持ったユニットがあるとします。
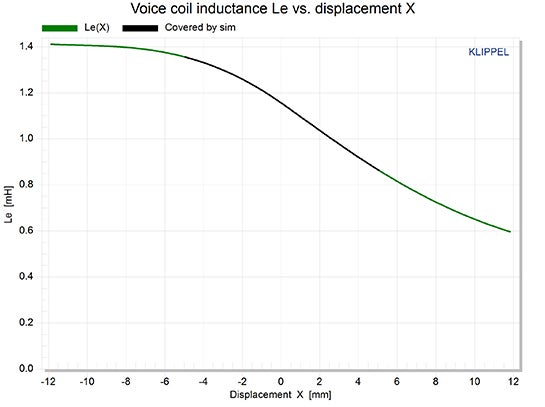
図2.インダクタンスLe(x)改良前の非線形性
このユニットに対して、20Hzのサイン波を印加しつつ、300~2,000Hzのサイン波をステップ上に変化させ、かつ5V, 6.3V, 7.94V, 10Vの異なる電圧を印加した時に、2次ひずみ(相互変調ひずみ)が何%発生するのか、シミュレーションしたものが以下の図です。
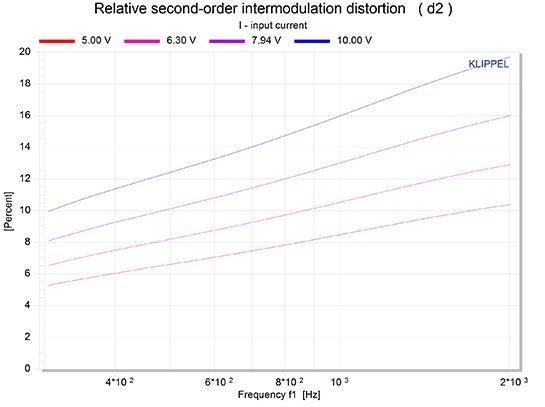
図3.インダクタンスLe(x)改良前の2次相互変調ひずみ
まず、インダクタンスは高い周波数で影響を及ぼします。そのため、振幅が小さい高い周波数領域では問題にならないのでは、と考えることができます。しかし、そうではありません。音楽はベースやドラムの低周波=変位の大きい信号に、ボーカル(高い周波数領域)の音が加わった信号となります。そのため、変位が大きい状態で、高い周波数の信号が発生することを考慮しなくてはなりません。そのために、今回の試験では20Hzを印加しつつ、サイン波をステップ状に増やして試験をしています。これにより、インダクタンスLe(x)の非線形性によって発生するひずみを推定できます。
図3をご覧いただくと、2次ひずみは周波数が高くなるにしたがって大きくなっています。これはインダクタンスLe(x)の非対称性により、サイン波が歪んでしまうことが原因です。これによって、ボーカルの音がひずんでしまいますので、音楽用のスピーカとしては致命的です。では、インダクタンスLe(x)を改良することで、どの程度ひずみが低減できるのかをシミュレーションしてみましょう。
インダクタンスLe(x)の非対称性を解消するためには、一般的にショートリング(詳細は第3回の記事をご覧ください)を用います。ショートリングを設置したと仮定したときのインダクタンスLe(x)は以下の図のようになります。
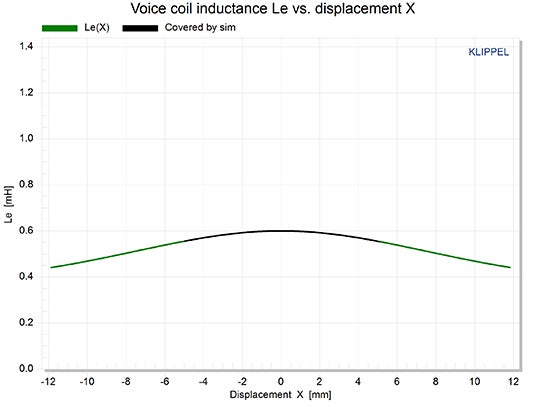
図4インダクタンスLe(x)改良後の非線形性
そして、先ほどと同様の試験信号(20Hzのサイン波を印加しつつ、300~2,000Hzのサイン波をステップ上に変化させ、かつ5V, 6.3V, 7.94V, 10Vの異なる電圧を印加)したときの、2次の相互変調ひずみをシミュレーションしたものが以下になります。
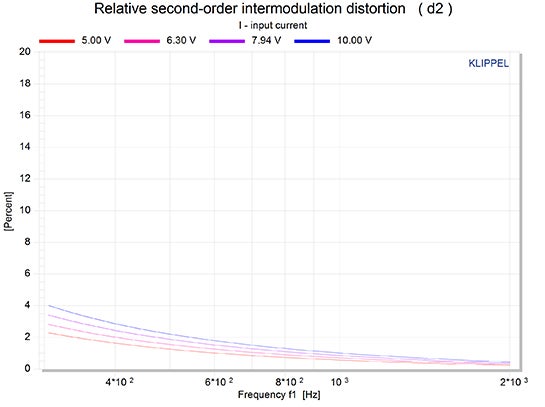
図5.インダクタンスLe(x)改良後の2次相互変調ひずみ
改良前は10%以上あったひずみが、ショートリングを入れることにより、5%以下まで低減できることがわかりました。今回の例で紹介したショートリングによるひずみ低減はコストのかかる方法ですので、なかなか導入は難しいですが、インダクタンスLe(x)以外にも、スティフネスKms(x)や力係数Bl(x)の形状を変更してのシミュレーションも行えます。
このようにユニットの設計に直結したパラメータを用いて、手軽にシミュレーションが行えますので、効率よく、低コストで改良の検討できます。
(2)聴感試験
では、先ほど改良したスピーカユニットで音楽を聴くとどのように聞こえるのでしょうか。聴感試験のための信号の流れを以下の図に示します。
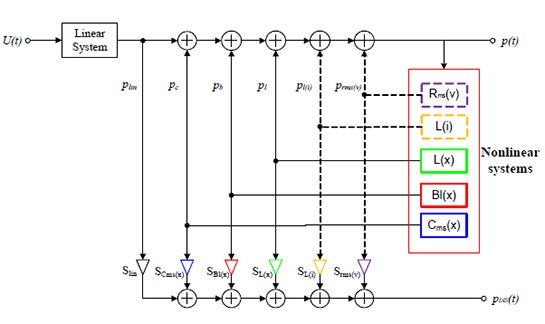
図6. 聴感試験ブロック図
まず、左側U(t)が印加信号で、ユニットを通して音として出力される音圧は右側上のp(t)です。次にユニットの持つ非線形性によって発生するひずみのみの音圧が右側下のpDIS(t)で、それぞれの非線形性によるひずみの成分を自由に増減することができるイコライザの役割を担うのが、図中下部にある、“S”です。このイコライザによって、各非線形性のひずみを増減させたときの音源を実際に聞くことができるようになります。最終的に、聴感試験として聞く信号はp(t)とpDIS(t)が合わさった信号となります。
では先ほどのインダクタンスLe(x)の改良例で評価をします。横軸に音源の時間、縦軸にひずみをとったときの、改良前のひずみは以下です。
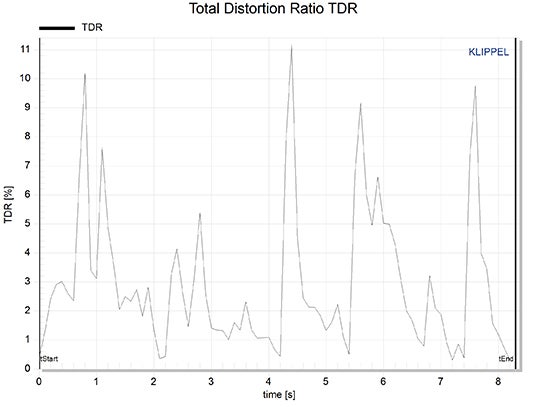
バスドラムが鳴るタイミングで変位が大きくなりますので、それに対応してひずみが大きくなります。では、ショートリングでインダクタンスLe(x)の非対称性を解消した後はどのようになるのでしょうか。
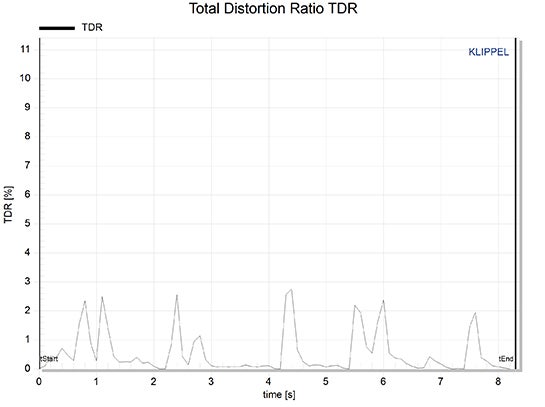
このように、大きくひずみが低減されています。実際に音楽でお聞きいただくことも可能ですので、ご興味のある方はお問い合わせください。
第6回まで、スピーカの計測評価技術についてご紹介してまいりましたが、今回で最後となります。簡単な説明にとどまってしまった内容もございますので、ご不明点やご質問等ございましたら、当社までお問い合わせいただけますと幸いです。ご拝読をいただきまして、ありがとうございました。
- 第6回 スピーカ特性シミュレーションとモデルベース聴感試験
- 第5回 ビリつき音(Rub&Buzz)
- 第4回 スピーカから発生するひずみ
- 第3回 大信号時のスピーカ特性
- 第2回 スピーカの表面振動と音の伝播
- 第1回 スピーカユニットの性能評価:TSパラメータ